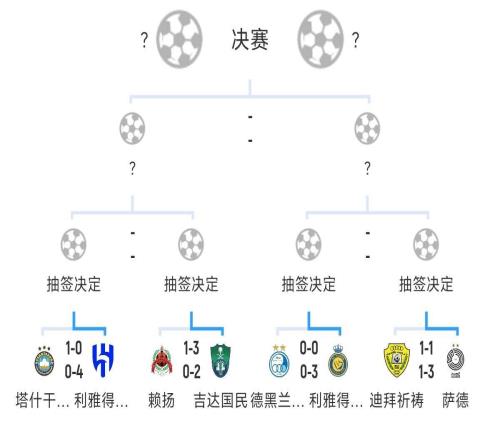
播报03月12每日电讯 亚冠精英联赛1/8决赛次回合,西亚区的8强赛事全部结束,4强的名额沙特联赛占了3席。
其中利雅得新月首回合0-1落败但是次回合干脆利落4-0解决战斗,利雅得胜利首回合0-0打平次回合同样3-0轻松拿下,吉达国民则是两回合直接双杀对手晋级。此外这三队也是联赛阶段西亚区的前三名,积分断层领先。
亚冠精英联赛西亚区4强:
利雅得新月、利雅得胜利、吉达国民、萨德

播报03月12每日电讯 亚冠精英联赛1/8决赛次回合,西亚区的8强赛事全部结束,4强的名额沙特联赛占了3席。
其中利雅得新月首回合0-1落败但是次回合干脆利落4-0解决战斗,利雅得胜利首回合0-0打平次回合同样3-0轻松拿下,吉达国民则是两回合直接双杀对手晋级。此外这三队也是联赛阶段西亚区的前三名,积分断层领先。
亚冠精英联赛西亚区4强:
利雅得新月、利雅得胜利、吉达国民、萨德




















